What is butt welding? (9)- New technology of flash butt welding
New technology of flash butt welding
1) Program-controlled reduced-voltage flash butt welding is characterized by the use of higher secondary no-load voltage at the beginning of the flash to facilitate the initiation of the flash. When the end surface temperature rises, the low-voltage flash is used and maintained The flash speed remains unchanged to improve thermal efficiency.
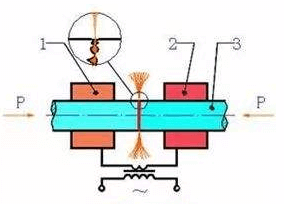
flash butt welding-schematic diagram
When approaching the upsetting, increase the secondary voltage to make the flash stronger to increase the self-protection effect.
Program-controlled reduced-voltage flash butt welding is compared with preheated flash butt welding. It has the advantages of short welding time, low power required, and uniform heating.
2) Pulse flash butt welding. The characteristic of this welding method is that in the stroke of the moving clamp, a reciprocating vibration stroke is superimposed through the hydraulic vibration device, the amplitude is 0.25-1.2mm, and the frequency is 3-35Hz. Tune. Due to the vibration, the end face of the weldment is alternately short-circuited and pulled apart, resulting in a pulse flash.
Compared with ordinary flash butt welding, pulse flash butt welding has no spontaneous blasting of the lintel, the splashed particles are small and the flame is shallow, so the thermal efficiency can be more than doubled, and the upsetting allowance can be reduced to 2/3-1/ 2.
The above two methods are mainly to meet the needs of flash butt welding of large section workpieces.
3) Rectangular wave flash butt welding Compared with power frequency AC sine wave flash butt welding, this welding method can significantly improve the stability of the flash. Because the sine wave power supply will instantly interrupt the flash when the voltage is close to zero, and the rectangular wave can evenly produce the flash in the full cycle. It has nothing to do with the voltage phase.
The number of flashes per unit time of the rectangular wave power supply is 30% higher than that of power frequency AC, the sprayed metal particles are fine, the flame is shallow and the thermal efficiency is high. The rectangular wave frequency can be adjusted within the range of 30-180Hz. This method is mostly used for continuous flash butt welding of thin plates and aluminum alloy wheels.
TH Valve is a professional manufacturer of butterfly valve, gate valve, check valve, globe valve, knife gate valve, ball valve with API, JIS, DIN standard, used in Oil, Gas, Marine industry, Water supply and drainage, fire fighting, shipbuilding, water treatment and other systems, with Nominal Diameter of DN50 to DN1200, NBR/EPDM/VITON, Certificates & Approvals: DNV-GL, Lloyds, DNV, BV, API, ABS, CCS. Standards: EN 593, API609, API6D
Related news/knowledge:
What is butt welding? (8)- typical workpieces;
What is butt welding? (7)- Flash butt welding of common metals;
What is butt welding? (4)- flash butt welding;
What is butt welding? (5)- flash butt welding;

