Where can butterfly valves be used
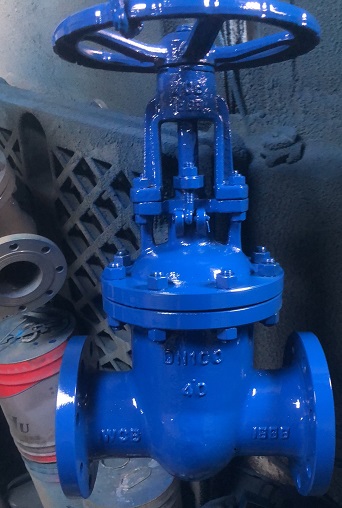
The butterfly valve is a kind of valve used to control the fluid flow in the pipeline. It uses the disc-shaped butterfly plate as the opening and closing part, and rotates 0~90° reciprocatingly to realize the opening and closing of the butterfly valve. Butterfly valves are used in a wide
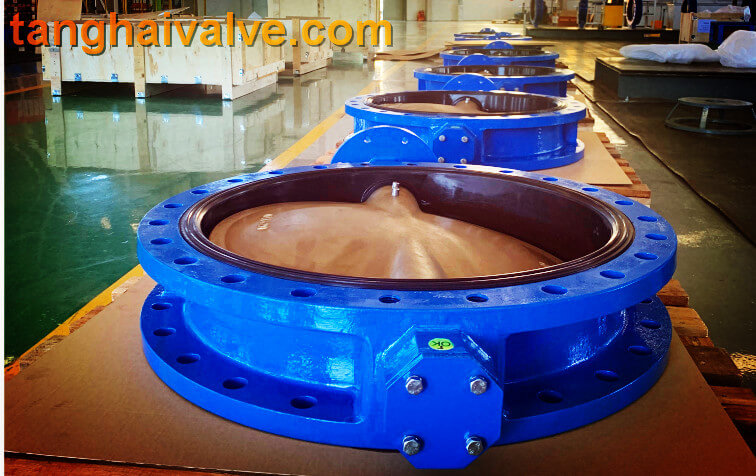
Double flange butterfly valve (16)
range of applications. In general, butterfly valves are suitable for various water fluids, including domestic water, fire water, circulating water, sewage, etc. Some powder material media can also use butterfly valves. This article will introduce you where butterfly valves can be used.
Butterfly valve has two obvious characteristics, large diameter and low pressure difference. Compared with other types of valves, under the premise of the same diameter, the butterfly valve is lighter in weight, smaller in volume, and has the simplest structure, and this advantage will become more obvious as the diameter increases. The cost of using butterfly valves is relatively low. The pressure bearing capacity of the butterfly valve is poor. The greater the pressure of the working conditions, the greater the damage to the sealing surface of the butterfly valve, and the technical requirements and manufacturing costs of the butterfly valve will also increase significantly.
Butterfly valves are usually used to control the flow on large-diameter pipelines, and gate valves, globe valves or ball valves are not suitable. Imagine that on a DN1500 pipeline, if a gate valve or globe valve is used, the valve needs to be made very large and takes up a lot of space, while the ball valve is not suitable for large-diameter valves. Although butterfly valves can also be used for flow regulation, in small-diameter pipelines, butterfly valves are rarely used for flow regulation. One is because it is not easy to adjust, and the other is the sealing performance of butterfly valves and globe valves and ball valves. Compared with the poor, the gate valve cannot do flow regulation. Small-diameter butterfly valves are generally used in pipelines that pass through water, such as water supply and drainage, circulating water, fire water, etc. In addition, butterfly valves are often used in places where the requirements for sealing are not particularly high, and the frequency of opening and closing is not particularly frequent.
The above is the introduction of “where the butterfly valve can be used”. The butterfly valve plays a very important role and has become an indispensable control component in our daily production work. If you have purchase requirements for butterfly valve products, you are welcome to inquire Tanghai Valve.
TH Valve is a professional manufacturer of butterfly valve, gate valve, check valve, globe valve, knife gate valve, ball valve with API, JIS, DIN standard, used in Oil, Gas, Marine industry, Water supply and drainage, fire fighting, shipbuilding, water treatment and other systems, with Nominal Diameter of DN50 to DN1200, NBR/EPDM/VITON, Certificates & Approvals: DNV-GL, Lloyds, DNV, BV, API, ABS, CCS. Standards: EN 593, API609, API6D
Related news /knowledge:
electric hard seal butterfly valve vs electric soft seal butterfly valve
Installation and operation method of manual butterfly valve
Applicable occasions of butterfly valve
Ventilation butterfly valve installation instructions